104
Zusatzwerkstoffe / Lote
Werkstoff.-Nr. 1.4332, AWS ER 309 L Si
Hochlegierte WIG-Schweißstäbe / Drahtelektroden.
Norm: EN12072: W32 12 L.
Nichtrostend. (Nasskorrosion bis 350 °C). Gut geeignet für
Zwischenlagen beim Schweißen plattierter Erzeugnisse.
Günstig hohe Cr- und Ni-Gehalte, niedriger C-Gehalt.Verbin-
dungen von un-/niedriglegierten Stählen/Stahlgusssorten
oder nichtrostenden, hitzebeständigen Cr-Stählen/Stahl-
gusssorten mit austenitischen Stählen/Stahlgusssorten.
Zwischenlagen beim Schweißen der Plattierungsseite von
Blechen mit niedriggekohlten - unstabilisierten und stabili-
sierten - austenitischen CrNi(MoN)-Austeniten. Grundwerk-
stoffe: 1.4583 (X10CrNiMoNb18-12) sowie damit miter-
fasste Qualitäten sowie Mischverbindungen mit ferritischen
Stählen bis Kesselblech P295GH.
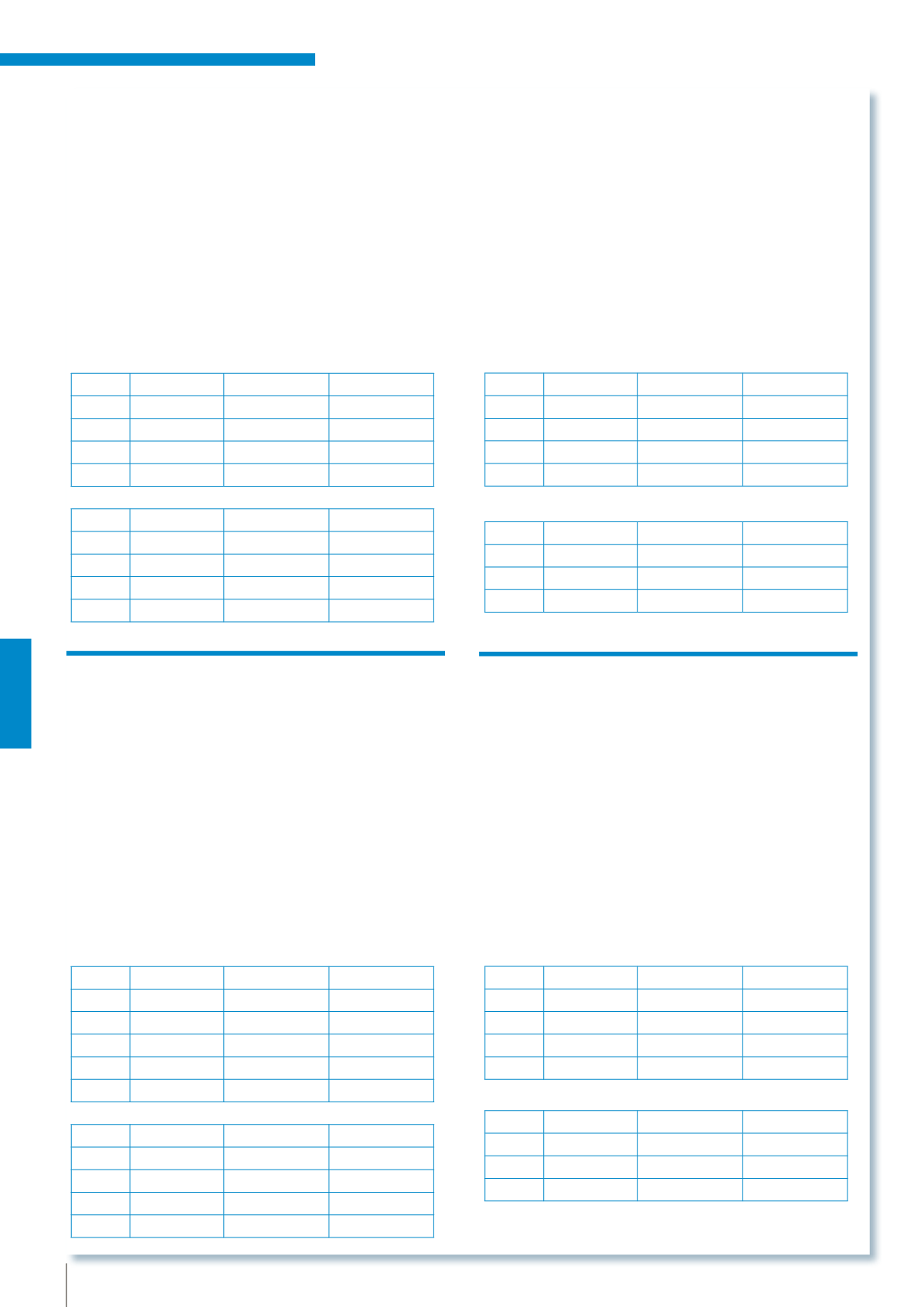
WIG-Stäbe:
Ø [mm] Länge [mm] Gewicht/Paket
Artikel-Nr.
1,6
1000
10,0 kg
4490043
2,0
1000
10,0 kg
4490044
2,4
1000
10,0 kg
4490045
3,2
1000
10,0 kg
4490046
Draht:
Ø [mm]
Spulung Gewicht/Paket
Artikel-Nr.
0,8
K300
15,0 kg
4490050
1,0
K300
15,0 kg
4490051
1,2
K300
15,0 kg
4490052
1,6
K300
15,0 kg
4490053
Werkstoff-Nr. 1.4370, AWS ER 307
Hochlegierte WIG-Schweißstäbe / Drahtelektrode.
Norm: EN12072: W 18 8 Mn.
Nichtrostend, zunderbeständig bis 850°C (bei Tempera-
turen über 500°C keine ausreichende Beständigkeit gegen
schwefelhaltige Verbrennungsgase). Verbindungen und
Auftragungen an hitzebeständigen Cr-Stählen/Stahlgusssor-
ten und hitzebeständigen austenitischen Stählen/Stahlguss-
sorten. Gut geeignet für Austenit-Ferrit-Verbindungen (max.
Anwendungstemp. 300°C). Verbindungen von un-/nied-
riglegierten oder Cr-Stählen mit Austeniten. Auf geringes
Wärmeeinbringen achten, um spröde Martensitübergangs-
zonen zu vermeiden. Grundwerkstoffe: 1.4583 (X10Cr-
NiMoNb18-12) sowie damit miterfasste Qualitäten sowie
Mischverbindungen mit ferritischen Stählen bis Kesselblech
P295GH.
WIG-Stäbe:
Ø [mm] Länge [mm] Gewicht/Paket
Artikel-Nr.
1,6
1000
10,0 kg
4490060
2,0
1000
10,0 kg
4490061
2,4
1000
10,0 kg
4490062
3,2
1000
10,0 kg
4490063
4,0
1000
10,0 kg
4490064
Draht:
Ø [mm]
Spulung Gewicht/Paket
Artikel-Nr.
0,8
K300
15,0 kg
4490070
1,0
K300
15,0 kg
4490071
1,2
K300
15,0 kg
4490072
1,6
K300
15,0 kg
4490073
Werkstoff-Nr. 1.4551, AWS ER 347 Si
Hochlegierte Schweißstäbe /Drahtelektroden.
Norm: EN 12072: W 19 9 Nb Si.
Nichtrostend, IK-beständig (Nasskorrosion bis 400 °C).
Korrosionsbeständig wie artgleiche stabilisierte austeni-
tische CrNi-Stähle/Stahlgusssorten. Verbindungen und
Auftragungen an artgleichen und artähnlichen stabilisierten
und nichtstabilisierten austenitischen CrNi(N)-Stählen/Stahl-
gusssorten.
Grundwerkstoffe: TÜV-eignungsgeprüfter Grundwerkstoff
X6CrNiNb18-10 (1.4550) sowie die gemäß VdTÜV-Merkblatt
1000 miterfassten Werkstoffe.
WIG-Stäbe:
Ø [mm] Länge [mm] Gewicht/Paket
Artikel-Nr.
1,6
1000
10,0 kg
4490080
2,0
1000
10,0 kg
4490081
2,4
1000
10,0 kg
4490082
3,2
1000
10,0 kg
4490083
Draht:
Ø [mm]
Spulung Gewicht/Paket
Artikel-Nr.
0,8
K300
15,0 kg
4490090
1,0
K300
15,0 kg
4490091
1,2
K300
15,0 kg
4490092
Werkstoff-Nr. 1.4576, AWS ER 318 Si
Hochlegierte Schweißstäbe / Drahtelektroden
Norm: EN12072: W19 12 3 Nb Si.
Nichtrostend. IK-beständig (Nasskorrosion bis 400 °C).
Korrosionsbeständig wie artgleiche stabilisierte CrNiMo-
Stähle. Verbindungen und Auftragungen an artgleichen und
artähnlichen - stabilisierten und nichtstabilisierten - austeni-
tischen CrNi(N)- und CrNiMo(N)-Stählen/Stahlgusssorten.
Grundwerkstoffe: TÜV-eignungsgeprüfter Grundwerkstoff,
1.4583 (X10CrNiMoNb18-12) sowie die gemäß VdTÜV-
Merkblatt 1000 miterfassten Werkstoffe.
WIG-Stäbe:
Ø [mm] Länge [mm] Gewicht/Paket
Artikel-Nr.
1,6
1000
10,0 kg
4490100
2,0
1000
10,0 kg
4490101
2,4
1000
10,0 kg
4490102
3,2
1000
10,0 kg
4490103
Draht:
Ø [mm]
Spulung Gewicht/Paket
Artikel-Nr.
0,8
K300
15,0 kg
4490110
1,0
K300
15,0 kg
4490111
1,2
K300
15,0 kg
4490112
Hochlegierte WIG-Stäbe und Drähte


